
.png)

品中心.png)
最新資訊

聯(lián)系我們
于我們.png)
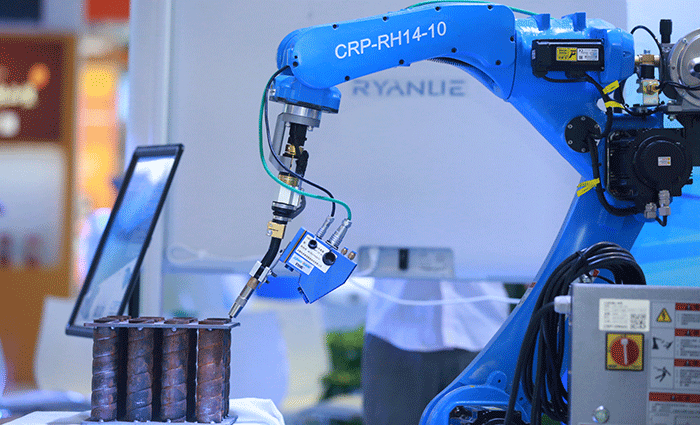
選購(gòu)焊接機(jī)器人,看這一篇就夠了?發(fā)布時(shí)間:2020-10-07 點(diǎn)擊次數(shù):
選擇和購(gòu)買焊接機(jī)器人時(shí),重要的是要完全準(zhǔn)確地了解其性能指標(biāo)。使用機(jī)器人時(shí),掌握其主要技術(shù)指標(biāo)是正確使用機(jī)器人的前提。各個(gè)制造商在其機(jī)器人產(chǎn)品手冊(cè)中列出的技術(shù)指標(biāo)通常相對(duì)簡(jiǎn)單,并且在談判和調(diào)查期間應(yīng)根據(jù)實(shí)際需要徹底理解某些性能指標(biāo)。

就這?關(guān)于507焊條的就那么點(diǎn)事!發(fā)布時(shí)間:2020-10-06 點(diǎn)擊次數(shù):
氣孔就是焊接時(shí),溶池中的氣泡在凝固時(shí)未能逸出,而留下來(lái)形成的孔穴。J507堿性焊條焊時(shí)多為氮?dú)饪住錃饪缀虲O氣孔。平焊位置要較其他位置氣孔多;打底層要比填充、蓋面多;長(zhǎng)弧焊要比短弧多;斷弧焊要比連弧焊多;引弧、收弧和接頭處要比焊縫其它位置多。
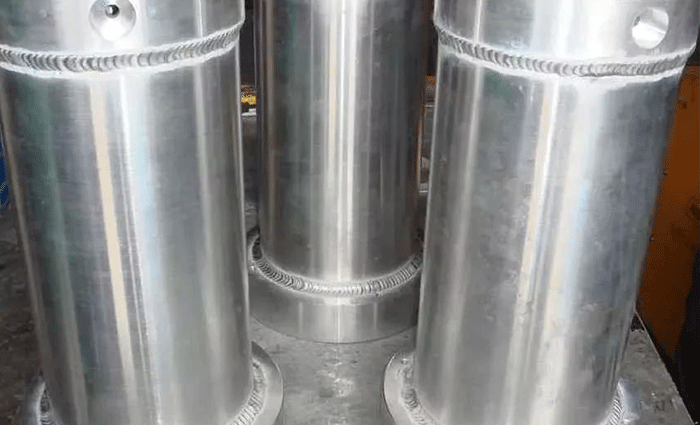
鋁材有幾種焊接方法,如何焊接?發(fā)布時(shí)間:2020-10-05 點(diǎn)擊次數(shù):
幾乎各種焊接方法都可以用于焊接鋁及鋁合金,但是鋁及鋁合金對(duì)各種焊接方法的適應(yīng)性不同,各種焊接方法有其各自的應(yīng)用場(chǎng)合。氣焊和焊條電弧焊方法,設(shè)備簡(jiǎn)單、操作方便。氣焊可用于對(duì)焊接質(zhì)量要求不高的鋁薄板及鑄件的補(bǔ)焊。焊條電弧焊可用于鋁合金鑄件的補(bǔ)焊。
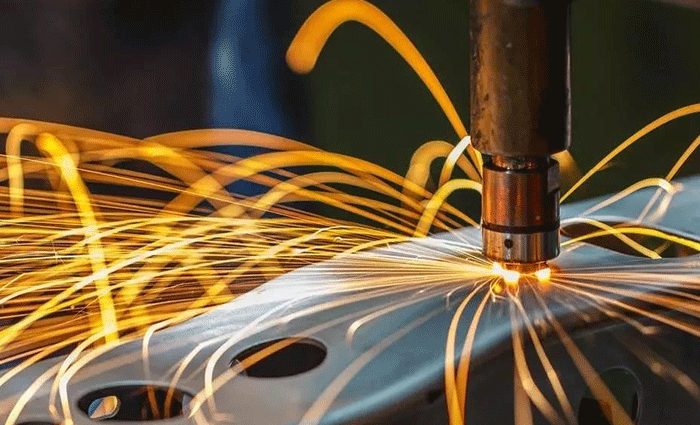
點(diǎn)焊的實(shí)用技巧發(fā)布時(shí)間:2020-10-04 點(diǎn)擊次數(shù):
點(diǎn)焊是指焊接時(shí)利用柱狀電極,在兩塊搭接工件接觸面之間形成焊點(diǎn)的焊接方法。點(diǎn)焊時(shí),先加壓使工件緊密接觸,隨后接通電流,在電阻熱的作用下工件接觸處熔化,冷卻后形成焊點(diǎn)。

有效防止埋弧焊縱焊縫終端裂紋產(chǎn)生的措施發(fā)布時(shí)間:2020-09-30 點(diǎn)擊次數(shù):
在壓力容器制造中,當(dāng)采用埋弧焊焊接筒體縱焊縫時(shí),經(jīng)常會(huì)在縱焊縫的端部或靠近端部處產(chǎn)生裂紋(以下簡(jiǎn)稱終端裂紋)。對(duì)此已有不少人進(jìn)行了研究,以為產(chǎn)生終端裂紋的主要原因是當(dāng)焊接電弧接近縱焊縫終端時(shí),焊縫在沿軸向膨脹變形的同時(shí),還伴隨有垂直軸向方向的橫向張開(kāi)變形;

解決不銹鋼板焊接時(shí)燒穿、變形的措施有哪些?發(fā)布時(shí)間:2020-09-30 點(diǎn)擊次數(shù):
薄不銹鋼焊接最棘手的問(wèn)題就是焊穿、變形:不銹鋼薄板拘束度較小?在焊接過(guò)程中受到局部加熱、冷卻作用?形成了不均勻的加熱、冷卻?焊件會(huì)產(chǎn)生不均勻的應(yīng)力和應(yīng)變?焊縫的縱向縮短對(duì)薄板邊緣的壓力超過(guò)一定值時(shí)?即會(huì)產(chǎn)生較嚴(yán)重的波浪式變形?影響工件的外形質(zhì)量。

壓力容器復(fù)合板的焊接要點(diǎn)發(fā)布時(shí)間:2020-09-29 點(diǎn)擊次數(shù):
復(fù)合鋼板是由不銹鋼、鎳基合金、銅基合金或鈦板為復(fù)層,珠光體鋼為基層,以爆炸焊、復(fù)合軋制、堆焊等方法制成的雙金屬板材。復(fù)合鋼板的基層應(yīng)滿足接頭強(qiáng)度和剛度的要求,復(fù)層應(yīng)滿足耐蝕等要求。為了保證復(fù)合鋼板不失原有的綜合性能,對(duì)基層和復(fù)層必須分別進(jìn)行焊接。
異種金屬焊接的經(jīng)典常識(shí)發(fā)布時(shí)間:2020-09-28 點(diǎn)擊次數(shù):
異種金屬焊接所存在的一些固有問(wèn)題阻礙了它的發(fā)展,如異種金屬熔合區(qū)的構(gòu)成和性能,異種金屬焊接結(jié)構(gòu)的破壞多半發(fā)生在熔合區(qū),由于靠近熔合區(qū)各段上焊縫結(jié)晶特點(diǎn)不同,又易形成性能不好的、成分變化的過(guò)渡層。
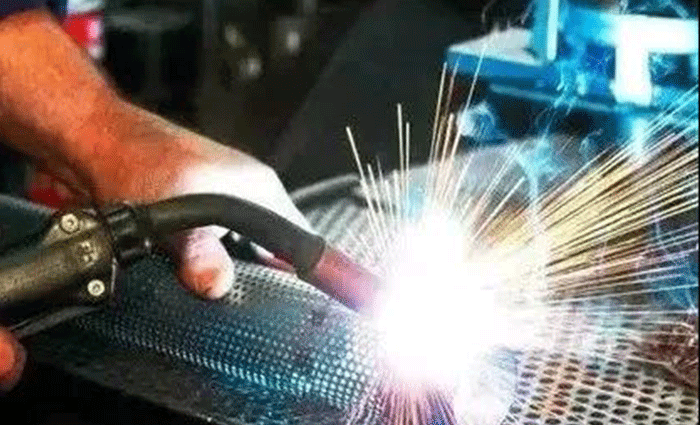
CO2焊常見(jiàn)的缺陷及解決方法發(fā)布時(shí)間:2020-09-27 點(diǎn)擊次數(shù):
二氧化碳?xì)怏w保護(hù)焊是目前最常用的焊接方法之一,今天小編給大家分享個(gè)資料,主要介紹CO2焊常見(jiàn)的缺陷及解決方法。即純 CO 2氣體保護(hù)焊接,焊接時(shí)飛濺相對(duì)于MIG、MAG焊接飛濺稍大,但熔深大,適用于大電流焊接。

耐熱鋼怎么焊?焊接工藝收好了發(fā)布時(shí)間:2020-09-27 點(diǎn)擊次數(shù):
耐熱鋼是指鋼再高溫條件下既具有熱穩(wěn)定性,又具有熱強(qiáng)性的 鋼材。熱穩(wěn)定性是指鋼材在高溫條件下能保持化學(xué)穩(wěn)定性(耐腐蝕、不氧化)。熱強(qiáng)性是指鋼材在高溫條件下具有足夠的強(qiáng)度。其中耐熱性能主要通過(guò)鉻、鉬、釩、鈦、鈮等合金元素來(lái)保證,因此在焊接材料的選擇上應(yīng)根據(jù)母材的合金元素含量來(lái)確定。
Copyright ©2020 m.ruicaitong.cn All Rights Reserved.