
.png)

品中心.png)
最新資訊

聯(lián)系我們
于我們.png)

焊接中最容易忽視的細(xì)節(jié)問題,你犯了幾條?發(fā)布時(shí)間:2020-11-18 點(diǎn)擊次數(shù):
在焊接過程中,有許多細(xì)節(jié)需要注意,一不小心,很有可能會(huì)鑄成大錯(cuò)。下面小編就帶大家來了解一下焊接細(xì)節(jié)吧。焊接時(shí)無論是打底、填充、蓋面,不管坡口尺寸大小,均選擇同一電弧電壓。這樣有可能達(dá)不到要求的熔深、熔寬,出現(xiàn)咬邊、氣孔、飛濺等缺陷。

關(guān)于CO2氣保焊的知識(shí)點(diǎn),你必須掌握的經(jīng)驗(yàn)與技巧發(fā)布時(shí)間:2020-11-17 點(diǎn)擊次數(shù):
二氧化碳?xì)怏w保護(hù)焊是焊接方法中的一種,是以二氧化碳?xì)鉃楸Wo(hù)氣體,進(jìn)行焊接的方法。二氧化碳?xì)怏w保護(hù)電弧焊(簡(jiǎn)稱CO2焊)的保護(hù)氣體是二氧化碳(有時(shí)采用CO2+Ar的混合氣體)。由于二氧化碳?xì)怏w的熱物理性能的特殊影響,使用常規(guī)焊接電源時(shí),焊絲端頭熔化金屬不可能形成平衡的軸向自由過渡,通常需要采用短路和熔滴縮頸爆斷...

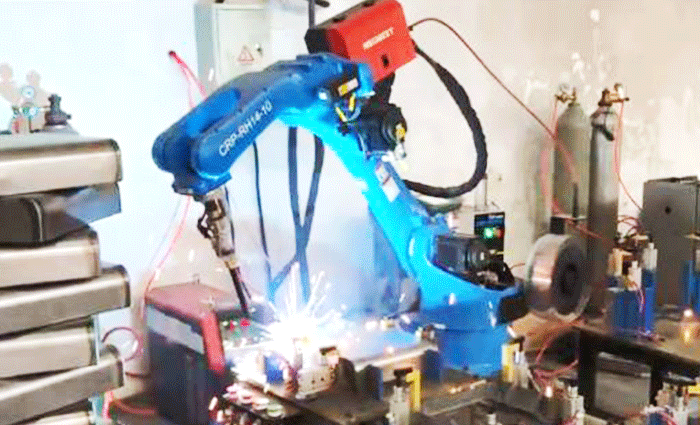
焊接機(jī)器人的應(yīng)用發(fā)展建議發(fā)布時(shí)間:2020-11-16 點(diǎn)擊次數(shù):
焊接機(jī)器人占所有工業(yè)機(jī)器人的45%以上的原因與焊接相關(guān)。因?yàn)楹附訜煔?,電弧和金屬濺出,做為工業(yè)化生產(chǎn)“量身定做”的焊接是工業(yè)化生產(chǎn)中十分關(guān)鍵的加工方式。焊接環(huán)境十分極端,焊接品質(zhì)對(duì)產(chǎn)品品質(zhì)具備關(guān)鍵性的影響。簡(jiǎn)單點(diǎn)來說,焊接機(jī)器人的運(yùn)用具備下列主要含義:

激光焊接時(shí)要用什么保護(hù)氣體?要側(cè)吹好還是同軸吹氣好?發(fā)布時(shí)間:2020-11-16 點(diǎn)擊次數(shù):
激光焊接中保護(hù)氣體的作用。在激光焊接中,保護(hù)氣體會(huì)影響焊縫成型、焊縫質(zhì)量、焊縫熔深及熔寬等,在極大多數(shù)情況下,吹入保護(hù)氣體會(huì)對(duì)焊縫產(chǎn)生有利的作用,但是用得不好也可能會(huì)帶來不利的作用。

鐵鋁銅鈦合金,都怎么焊接?收藏好,慢慢看發(fā)布時(shí)間:2020-11-15 點(diǎn)擊次數(shù):
低碳鋼含碳量少,塑性好,可以制備成各種形式的接頭和構(gòu)件。在焊接過程中,不容易產(chǎn)生淬硬組織,產(chǎn)生裂紋的傾向也很小,同時(shí)又不容易產(chǎn)生氣孔,它是最好焊的材料。采用氣焊、手工電弧焊、埋弧自動(dòng)焊、氣體保護(hù)焊等方法焊接低碳鋼,都能獲得良好的焊接接頭。采用氣焊時(shí)不要長(zhǎng)時(shí)間加熱,否則熱影響區(qū)的晶粒容易變大。
焊接機(jī)器人的焊接參數(shù)對(duì)焊縫有哪些影響發(fā)布時(shí)間:2020-11-13 點(diǎn)擊次數(shù):
隨著焊接機(jī)器人的出現(xiàn),現(xiàn)在人們?cè)僖膊灰江h(huán)境惡劣的焊接車間中了,只要把焊接機(jī)器人的參數(shù)設(shè)定好,焊接機(jī)器人就可以完成任務(wù),那么焊接機(jī)器人的焊接參數(shù)對(duì)焊縫有哪些影響呢?下面就是詳細(xì)的介紹,大家一起來看看吧。

鈦板焊接技術(shù)及防止產(chǎn)生氣孔的工藝措施發(fā)布時(shí)間:2020-11-13 點(diǎn)擊次數(shù):
鈦焊接時(shí),焊接接頭產(chǎn)生熱裂紋的可能性很小,這是因?yàn)殁伡扳伜辖鹬蠸、P、C等雜質(zhì)含量很少,由S、P形成的低熔點(diǎn)共晶不易在晶界出現(xiàn),加之有效結(jié)晶溫度區(qū)間窄小,鈦及鈦合金凝固時(shí)收縮量小,焊縫金屬不會(huì)產(chǎn)生熱裂紋。
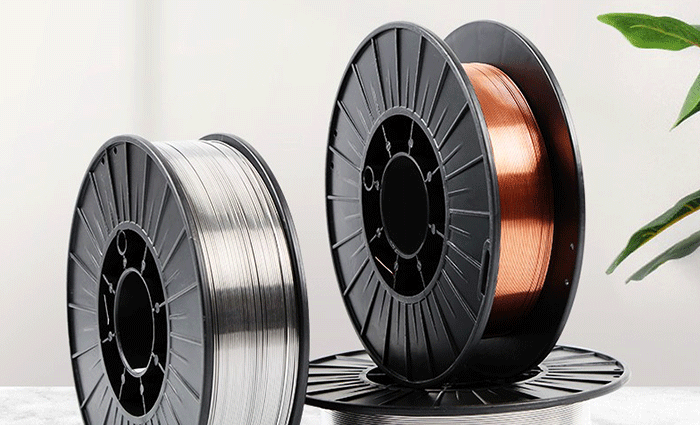
藥芯焊絲與實(shí)芯焊絲選用指南發(fā)布時(shí)間:2020-11-12 點(diǎn)擊次數(shù):
根據(jù)是否有保護(hù)氣體,藥芯焊絲可分為氣體保護(hù)焊絲和自保護(hù)焊絲;藥芯焊絲芯部粉劑的成分與焊條藥皮相似,含有穩(wěn)弧劑、脫氧劑、造渣劑及合金劑等,根據(jù)藥芯焊絲內(nèi)層填料粉劑中有無造渣劑,可分為“藥粉型”焊絲和“金屬粉型”焊絲;按照渣的堿度,可分為鈦型、鈦鈣型和鈣型焊絲。

減少二保焊飛濺的主要措施發(fā)布時(shí)間:2020-11-11 點(diǎn)擊次數(shù):
二保焊(全稱二氧化碳?xì)怏w保護(hù)焊)工藝適用于低碳鋼和低合金高強(qiáng)度鋼各種大型鋼結(jié)構(gòu)工程焊接,其焊接生產(chǎn)率高,抗裂性能好,焊接變形小,適應(yīng)變形范圍大,可進(jìn)行薄板件及中厚板件焊接。但焊接飛濺是CO2氣體保護(hù)焊最主要的缺點(diǎn),目前為減少CO2氣體保護(hù)焊的飛濺主要采取以下措施。
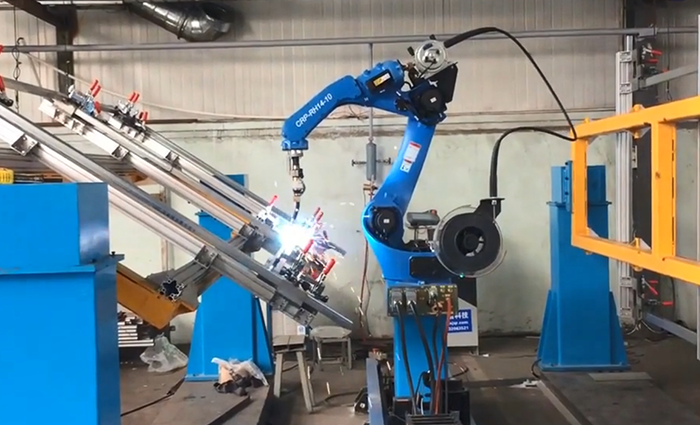
市場(chǎng)增至150億,我國焊接機(jī)器人還需向中高端邁進(jìn)發(fā)布時(shí)間:2020-11-10 點(diǎn)擊次數(shù):
近些年,伴隨著自動(dòng)化生產(chǎn)需求的不斷釋放,以及人口紅利因素影響的持續(xù)加大,我國工業(yè)機(jī)器人迎來了迅猛發(fā)展。自2013年以來,我國連續(xù)6年居于全球工業(yè)機(jī)器市場(chǎng)榜首,國產(chǎn)銷量從3000多臺(tái)增長(zhǎng)至超過4.3萬臺(tái),始終保持著高速增長(zhǎng)。
Copyright ©2020 m.ruicaitong.cn All Rights Reserved.