
.png)

品中心.png)
最新資訊

聯(lián)系我們
于我們.png)
>技術(shù)知識(shí)

氬弧焊,焊接時(shí)氣孔是怎么來(lái)的?影響因素有哪些?發(fā)布時(shí)間:2021-08-23 點(diǎn)擊次數(shù):
氬弧焊是以惰性氣體“ 氬氣” 作為保護(hù)氣體的一種電弧焊方法,氬氣從噴嘴中噴出,在焊接區(qū)形成惰性氣體保護(hù)層,隔絕了空氣的侵入,從而對(duì)電弧及熔池形成保護(hù)。該焊接方法有很多優(yōu)點(diǎn):保護(hù)效果好,焊接質(zhì)量高,不會(huì)產(chǎn)生 飛濺,焊縫成形美觀 ;焊接變形小,可實(shí)現(xiàn)單面焊雙面成形,保證根部焊透,能進(jìn)行各種位置的焊接;可以焊接各種金屬和合金;

焊接中送絲經(jīng)常出現(xiàn)問(wèn)題,怎么辦?發(fā)布時(shí)間:2021-08-20 點(diǎn)擊次數(shù):
焊接時(shí)送絲機(jī)經(jīng)常出現(xiàn)送絲不暢通、不均勻的出絲現(xiàn)象,這樣會(huì)給焊接帶來(lái)困難并直接影響焊接質(zhì)量,應(yīng)該一次焊完的焊縫經(jīng)常分好幾段才能焊完。九項(xiàng)原因:1、焊絲有硬彎;2、焊絲有銹蝕;3、焊絲粗細(xì)不均;4、送絲機(jī)壓緊輪使用不當(dāng);5、焊槍使用時(shí)彎度過(guò)大;6、焊槍送絲軟管內(nèi)磨出溝槽;7、導(dǎo)電嘴未及時(shí)清理;8、導(dǎo)電嘴送絲孔磨損過(guò)大;9、焊接時(shí)電流電壓不匹配。

焊接小技巧:鍍鋅管焊接的注意事項(xiàng)!發(fā)布時(shí)間:2021-08-17 點(diǎn)擊次數(shù):

各位焊接人!請(qǐng)注意這6大不可忽視的焊接問(wèn)題發(fā)布時(shí)間:2021-08-15 點(diǎn)擊次數(shù):
有一些焊接的新手或者剛剛購(gòu)買了新的焊機(jī)的焊友們都會(huì)出現(xiàn)焊接上的一些問(wèn)題,普遍都是焊接失效,但其實(shí)很多時(shí)候不是說(shuō)焊接經(jīng)驗(yàn)或者焊機(jī)出問(wèn)題,可能是還沒(méi)夠細(xì)心呢。今天給大家總結(jié)9條時(shí)候忽略的問(wèn)題,注意好這些問(wèn)題,焊接根本沒(méi)有問(wèn)題。
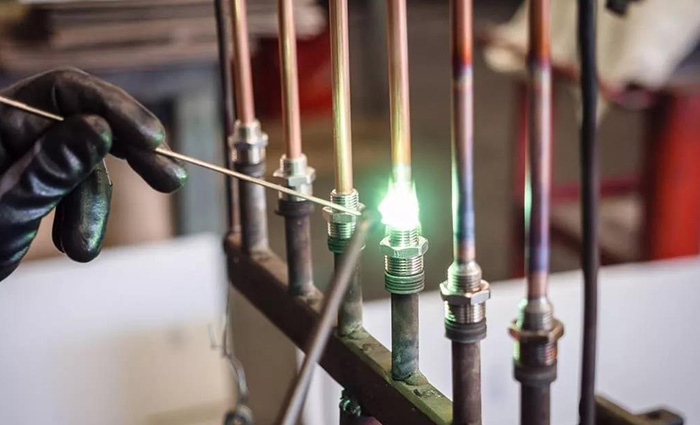
銅焊接的秘密,看看你知道多少?發(fā)布時(shí)間:2021-08-10 點(diǎn)擊次數(shù):
銅焊接分熟銅和生銅不同,焊接方法也不完全相同。焊接紫銅(即一般所稱的工業(yè)純銅)的方法有氣焊、手工碳弧焊、手工電弧焊和手工氬弧焊等方法,大型結(jié)構(gòu)也可采用自動(dòng)焊。黃銅焊接的方法有:氣焊、碳弧焊、手工電弧焊和氬弧焊。

你真的了解酸堿性焊條嗎?發(fā)布時(shí)間:2021-08-08 點(diǎn)擊次數(shù):
在焊條藥皮中,如果含有以酸性氧化物(如氧化鈦、硅砂)為主的涂料成分,這種焊條稱為酸性焊條,如鈦鐵礦型焊條、鈦鈣型焊條、高鈦型焊條、氧化鐵型焊條和纖維素型焊條;如果含有以堿性氧化物(如氧化鈣)為主的涂料成分,這種焊條稱為堿性焊條,如以含碳酸鹽和螢石為主的低氫型焊條。

點(diǎn)焊工藝詳解,看不完先收藏發(fā)布時(shí)間:2021-08-02 點(diǎn)擊次數(shù):
點(diǎn)焊是焊件裝配成搭接接頭,并壓緊在兩電極之間,利用電阻熱熔化母材金屬,形成焊點(diǎn)的電阻焊方法。點(diǎn)焊主要應(yīng)用在以下幾個(gè)方面:1.薄板沖壓件搭接,如汽車駕駛室、車廂、收割機(jī)魚鱗篩片等。2.薄板與型鋼構(gòu)槊和蒙皮結(jié)構(gòu),如車廂側(cè)墻和頂棚、拖車廂板、聯(lián)合收割機(jī)漏斗等。3.篩網(wǎng)和空間構(gòu)架及交叉鋼筋等。

焊材小知識(shí)問(wèn)答,你懂多少?發(fā)布時(shí)間:2021-07-28 點(diǎn)擊次數(shù):
焊條往往會(huì)因吸潮而使工藝性能變壞,造成電弧不穩(wěn)、飛濺增大,并容易產(chǎn)生氣孔、裂紋等缺陷。因此,焊條使用前必須嚴(yán)格烘干。一般酸性焊條的烘干溫度150~200℃,時(shí)間1小時(shí);堿性焊條的烘干溫度350~400℃,時(shí)間1~2小時(shí),烘干后放在100~150℃的保溫箱內(nèi),隨用隨取。

小技巧!教你在焊條施焊過(guò)程中,如何克服咬邊!發(fā)布時(shí)間:2021-07-24 點(diǎn)擊次數(shù):
咬邊是焊接中較為嚴(yán)重的表面缺陷,會(huì)造成應(yīng)力集中,嚴(yán)重時(shí)會(huì)產(chǎn)生裂紋而裂斷。他主要是由于焊接工藝參數(shù)選擇不當(dāng),操作工藝不正確,而在母材上產(chǎn)生沿熔合線方向的溝槽或凹陷。故而在操作中較難克服,要求焊工在焊接操作中要嚴(yán)格注意焊接工藝參數(shù),并能較好的觀察熔池的熔化情況,保證足夠的焊條擺動(dòng)停留時(shí)間,對(duì)焊工的操作技能要求較高。

超詳細(xì)|鋁合金的焊接方法和材料選用大全(下)發(fā)布時(shí)間:2021-07-18 點(diǎn)擊次數(shù):
氧-乙炔氣焊的熱效率低,焊接熱輸入不集中,焊接鋁及鋁合金時(shí)需采用熔劑,焊后又需清除殘?jiān)?,接頭質(zhì)量及性能也不高。因?yàn)闅夂冈O(shè)備簡(jiǎn)單,無(wú)需電源,操作方便靈活,常用于焊接對(duì)質(zhì)量要求不高的鋁合金構(gòu)件,如厚度較薄的薄板及小零件,以及補(bǔ)焊鋁合金構(gòu)件和鋁鑄件。
Copyright ©2020 m.ruicaitong.cn All Rights Reserved.